


¿Qué tienen los Límites de Control con el plan de inspección?




Vamos a empezar este post con un desafío relacionado con los Límites de Control: ¿Qué crees que está sucediendo con el proceso monitoreado por la Gráfica de Control a continuación?
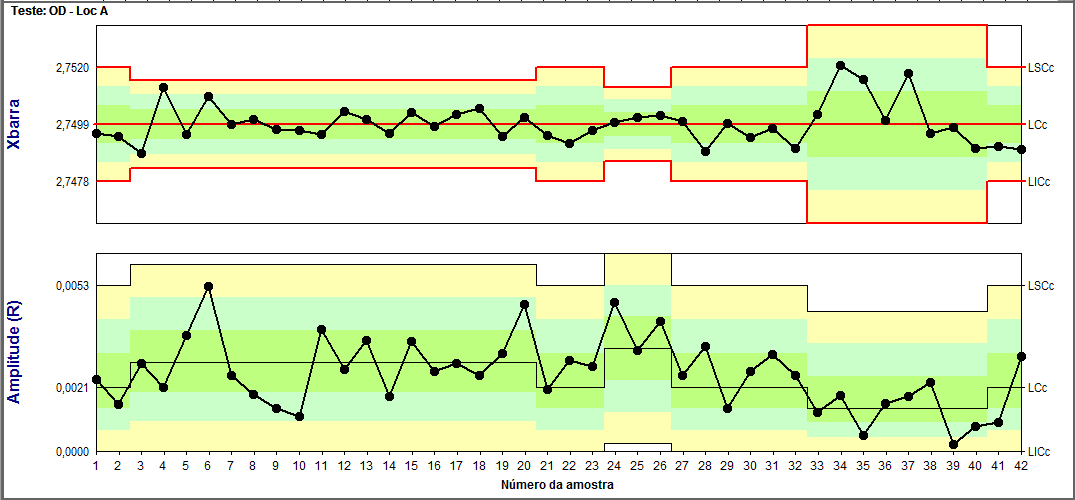
Una posible interpretación podría ser: «el proceso sufrió acciones que hicieron que la variabilidad oscila, lo que puede ser percibido por los escalones en los Límites de Control.»
Pero, ¿es realmente eso?
Plan de Inspección
Para responder al desafío propuesto al inicio del post, haremos algunas consideraciones relacionadas a los planes de inspección, pues ¿usted sabía que la manera de ejecutarlos interfiere directamente en los cálculos de los Límites de Control?
En este post no entraremos en el mérito sobre qué frecuencias y tamaños de muestras utilizar para definir los planes de inspección (haga clic aquí y vea el post que discute muy bien eso (disponible sólo en Portugués), pero haremos uso del siguiente ejemplo:
Pregunta: ¿Si se define en el plan de inspección que se deben inspeccionar 8 muestras por turno, en qué situaciones abajo el plan de muestre se cumplirá?
- (a) Recoger todas las muestras a la primera hora del turno
- (b) Recoger todas las muestras a la última hora del turno
- (c) Recoger 1 muestra cada hora
- (d) Recoger 2 muestras cada 2 horas
- (e) Recoger 5 muestras a la primera hora y 3 muestras al final del turno
Respuesta: ¡En todos! Independiente del muestreo utilizado arriba, al final del turno tendremos el registro de 8 muestras.
Pero el Control Estadístico de Proceso (SPC) va mucho más allá de atender a una cantidad requerida de mediciones. (Ver en el e-book SPC – la guía definitiva los conceptos y aplicaciones de este excelente método (disponible sólo en Portugués)).
SPC y Plan de Inspección
El tercer fundamento de Shewhart presenta las buenas prácticas en la definición de los subgrupos. Entre ellas, tenemos que el tamaño de la muestra también debe ser considerado en el momento de definir los planes de muestreo.
Con un tamaño de muestra fijo, las estadísticas descriptivas del proceso se vuelven más simples para la evaluación e interpretación por aquellos que necesitan actuar en el proceso si la Gráfica indicar la posible presencia de causas especiales.
¿Y qué tiene que ver con los escalones que aparecen en la Gráfica de Control al principio de este post?
Es que el comportamiento en escalones de los Límites de Control, en este caso, no está relacionado con cambios en el proceso, sino ¡con el tamaño de la muestra!
Relación entre Límites de Control y Tamaño de Muestra
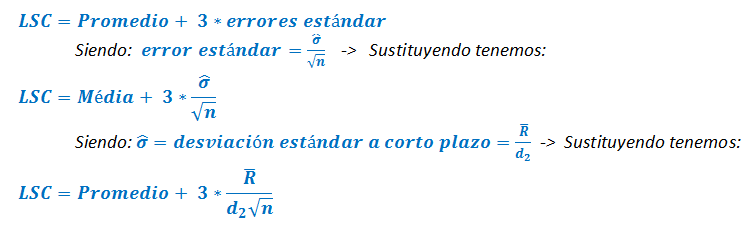
Para no quedar dudas, miraremos un poco más a fondo la fórmula de los Límites de Control, que por definición, sabemos que:
Los Límites de Control se calculan a partir de la distancia de 3 desviaciones estándar del promedio del proceso.
Pero recuerde que la desviación estándar de la frase anterior es la desviación estándar para el promedio de los subgrupos y no la desviación estándar de corto plazo ni el global (haga clic aquí y vea la diferencia entre ellos).
Se encuentra también en la literatura el término «error estándar» que también se refiere a la «desviación estándar estimada para el promedio», que no es más que la desviación estándar de corto plazo dividida por la raíz del tamaño de la muestra (n).
Volviendo a la definición de Límites de Control, tenemos entonces:
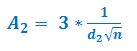
Para simplificar los cálculos (¿recuerda que estas fórmulas se desarrollaron alrededor de 1940?), se creó una tabla de A2 para los diferentes tamaños de muestra, donde:
OBS: aquí tenemos la constante d2, pero el origen de este se queda para un próximo post 🙂
Sustituyendo A2 allí arriba, obtenemos la famosa fórmula de los Límites de Control:

Siendo así, cuanto mayor sea el tamaño de la muestra, menor el valor de A2 y consecuentemente los Límites de Control quedan más apretados.
De vuelta al desafío
A continuación añadimos en el encabezado el tamaño de la muestra utilizado en el cálculo del promedio de cada punto. El punteado rojo destaca donde el tamaño de la muestra es igual a 5, pero en la Gráfica tenemos también puntos con tamaño 3, 7 y 1.
Con esta información podemos ahora percibir que lo que hace que el Límite de Control varía es el tamaño de la muestra.
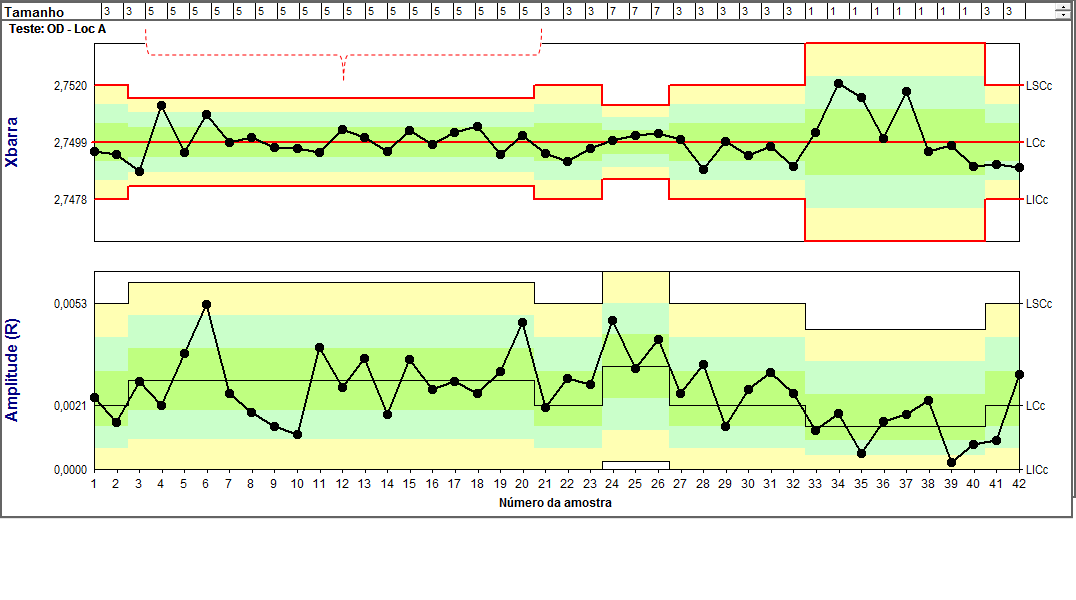
Es intuitivo que cuanto menor sea la muestra medida, menos información tenemos sobre el proceso, y por lo tanto mayor es la probabilidad de cometer errores de evaluación. Por lo que los Límites de Control de la Gráfica del promedio son más amplios.
Conclusión
La pregunta al principio de este post se parece a una trampa ¿no es así? En realidad lo es, pues no tenía información suficiente para entender de hecho lo que estaba ocurriendo.
Por lo tanto, recuerde:
- El Límite de Control de las Gráficas de SPC considera el tamaño de la muestra, es decir, cuántos elementos son inspeccionados a cada muestra, a fin de calcular el promedio y la variación.
- Por eso es importante definir una estrategia de muestreo y seguir con ella de forma consistente.
- Por supuesto, se puede optar por cambiar el tamaño de la muestra (medir cuesta dinero!), pero es algo que se debe aplicar con consistencia, es decir, no cambiar el tamaño de muestra cada semana …
- Es necesario adoptar un método y seguirlo para proporcionar un monitoreo del proceso más simple para quien necesita de hecho tomar alguna acción sobre el proceso en caso de ocurrir alguna causa especial (es complicado interpretar un gráfico lleno de peldaños no es así?).
¿Y usted? Ya había visto una Gráfica de Control llena de escalones? En su proceso productivo, ¿suele variar el tamaño de la muestra?
Comparta con nosotros en los comentarios.

Ingeniera de Alimentos formanda en la Universidad Federal de Santa Catarina con certificación Green Belt. Trabaja en HarboR desde 2009 actuando en la capacitación, implementación y soporte técnico en el área de Control Estadístico de Proceso y Calidad en diferentes áreas de la industria.