


Identifique el momento adecuado para ajustar el proceso




En el Post La variación es sinónimo de falta de calidad? hablamos sobre los tipos de causas de variación observadas en los procesos (variación por causa especial y variación por causa aleatoria recuerdan?). Vamos a dar secuencia en este asunto hablando ahora de la importancia de cómo diferenciarlas para prevenir problemas de desvíos de calidad.
Al monitorear los resultados de un proceso, se trata de 2 tipos de errores:
- Error Tipo 1: Reaccionar a un resultado como si viniera de una causa especial, cuando en realidad viene de causas comunes de variación.
Error Tipo 2: Tratar un resultado como si viniera de causas comunes de variación, cuando en realidad viene de una causa especial.
La propuesta de la Gráfica de Control de Shewhart pretende dar un equilibrio entre estos dos tipos de errores, favoreciendo la toma de decisión correcta a la hora de ajustar o no el proceso.
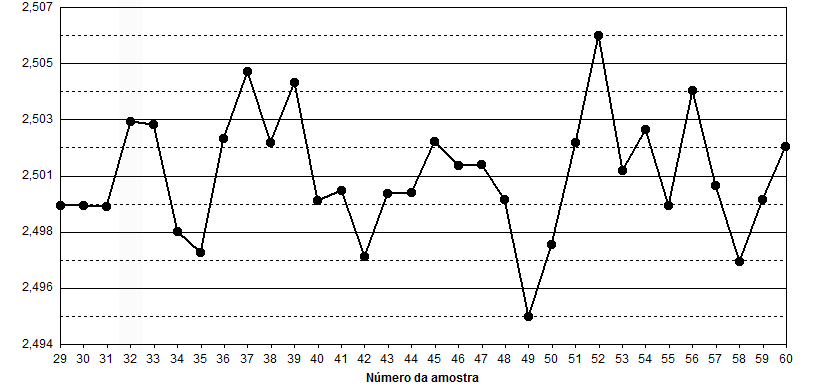
Al realizar una medición sobre la base de los procedimientos de muestreo adecuados y después de trazar el resultado en la Gráfica de Tendencia, tendremos lo siguiente:
 Pero al traer los mismos datos en la Gráfica de Control de Shewhart tenemos lo siguiente:
Pero al traer los mismos datos en la Gráfica de Control de Shewhart tenemos lo siguiente:
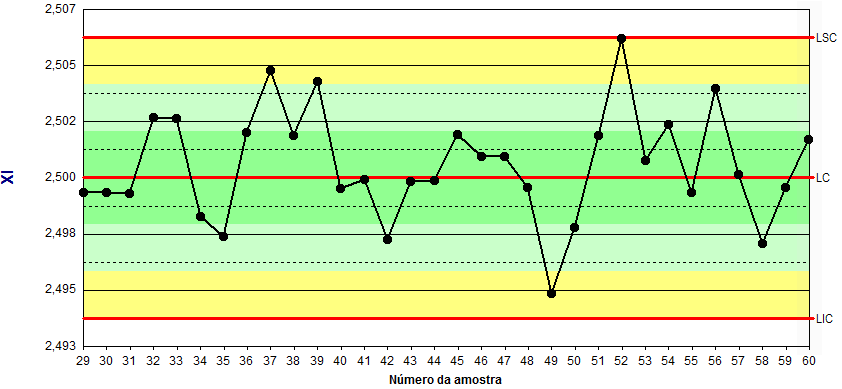 La diferencia entre las dos gráficas no es sólo la coloración, sino los Límites de Control.
La diferencia entre las dos gráficas no es sólo la coloración, sino los Límites de Control.
Al trazar el resultado en la Gráfica de Control, conseguimos responder lo siguiente: ¿Es seguro asumir que el proceso continúa estable, con el mismo promedio y con la misma variación conocida?
Posibles respuestas:
SÍ: cuando el punto está dentro de los límites de control y sin presencia de tendencias.
o
NO: cuando el punto está fuera de los límites de control o con presencia de tendencias.
¡RECUERDA! Este tipo de conclusión es válido cuando se utilizan Límites de Control calculados sobre la base de los datos del propio proceso.
Observe que en las dos gráficas se trazan los mismos datos, pero al utilizar la Gráfica de Control de Shewhart, donde los Límites de Control mostrados se calculan sobre la base de los datos extraídos del propio proceso, tenemos la indicación del área probable de observar una medición mientras el proceso está bajo la influencia sólo de causas aleatorias (causas inherentes al proceso).
Al observar una medición más allá o por debajo de los Límites de Control, tenemos un fuerte indicativo de que una causa especial está actuando sobre el proceso. Pero hay numerosas Reglas de Alarmas para ayudar en la identificación de presencia de causas especiales, y el principio básico detrás de todas ellas es señalar patrones con baja probabilidad de ocurrencia si el proceso está bajo control estadístico.
Estadísticamente, al monitorear una variable a partir del análisis gráfica de los promedios de las muestras, es posible inferir que el 99,73% de las mediciones estarán dentro de los Límites de Control cuando el proceso esté bajo control estadístico. Es decir, sólo hay un 0,27% de posibilidades del punto estar fuera de los límites y no existe una causa especial, es decir, la probabilidad de cometer el Error del Tipo 1 no es inexistente, pero es muy baja.
Esta probabilidad tiene su origen en el Teorema del Valor Central y en el Fundamento 1 de los Gráficos de Control, que orienta la utilización de la distancia de + -3 sigma a partir del promedio como la definición de límites de control.
Por lo tanto, con la ayuda del gráfico de control, se obtiene una excelente probabilidad de identificar el tipo de variación, y consecuentemente, tomar la acción correcta en busca de la excelencia de calidad.
Acciones indicadas según el tipo de variación:
- Variación en función de una causa aleatoria: No requiere ninguna acción ya que el proceso se está comportando de manera conocida y previsible.
- Variación en función de una causa especial: Atención, el proceso puede estar bajo la influencia de algún factor externo. Si esta variación es maléfica para el proceso, es necesario investigarla para intentar encontrar la causa y eliminarla. Pero si la variación es benéfica, es importante entenderla para que pueda mantenerse en el proceso.
¿Ha identificado una causa especial que ha sido beneficiosa para el proceso? Si es así, comparta con nosotros 🙂

Ingeniera de Alimentos formanda en la Universidad Federal de Santa Catarina con certificación Green Belt. Trabaja en HarboR desde 2009 actuando en la capacitación, implementación y soporte técnico en el área de Control Estadístico de Proceso y Calidad en diferentes áreas de la industria.