Um dos principais objetivos do CEP é entender e reduzir as fontes de variação do processo resultantes de causas especiais, que podem ser classificadas como os “6M da variação”: Método, Máquina, Mão de Obra, Matéria Prima, Meio Ambiente, Medição.
Nesse post vamos discutir sobre como o fator Medição não apenas afeta o uso da metodologia CEP no dia a dia como também é fundamental analisá-lo antes mesmo de começar a implementar o CEP.
Trabalhar com um sistema de medição inadequado pode ser extremamente crítico. Considere as seguintes situações:
Medimos o produto para verificar se o mesmo está em conformidade com os requisitos do cliente e a característica da peça está próxima da tolerância superior ou inferior. Se o sistema de medição não é adequado temos dois riscos evidentes:
- Enviar um produto não conforme para o cliente -> o sistema de medição indica que está conforme
- Sucatear um produto bom -> o sistema de medição indica que o produto está não conforme, quando na verdade ele está conforme.
OU
Monitoramos o processo para identificar causas especiais de variação – aquelas onde devemos atuar (recorde dos conceitos nos posts Variação é sinônimo de falta de qualidade? e Identifique o momento certo de ajustar o processo). Se o sistema de medição não é consistente, temos outros riscos que também podem custar caro:
- Ajustar um processo que não precisa ser ajustado, caracterizando uma interferência de processo, que só irá gerar mais variação no processo, afetando diretamente a qualidade do produto final.
- Deixar de ajustar um processo que está fora de controle estatístico, ou seja um processo onde deveríamos tomar uma ação corretiva. Por estar fora de controle estatístico, o processo passa a se comportar de forma imprevisível e nós não notamos isso pois nosso sistema de medição indica que ele está sob controle.
O estudo de R&R – Repetibilidade e Reprodutibilidade – será o nosso aliado para entender as variações relativas ao sistema de medição e conseguir atuar na diminuição das mesmas.
O que é R&R
Todos os dispositivos de medição apresentam variação e uma incerteza sobre a medição realizada. O estudo de R&R avalia a variação de um sistema de medição e nos ajuda a concluir se ele é adequado para a aplicação pretendida.
Ao fazer um estudo de R&R, separamos as causas da variação de medição em duas categorias principais:
- Repetibilidade: variação observada quando o mesmo operador mede a mesma peça várias vezes, ou seja a variação devido ao equipamento de medição.
- Reprodutibilidade: variação observada entre os operadores, ou seja, a variação devido ao método de medição.
Como funciona?
Para fazer um estudo R&R, é preciso avaliar:
- Número de peças: deve ser avaliado um certo número de peças – de 5 a 10 -que representem a variação do processo de fabricação.
- Operadores: devem ser realizadas medições por no mínimo 3 operadores que normalmente executam a medição.
- Repetições: as medições devem ser realizadas 2 a 6 vezes.
Com esses dados calcularemos os indicadores de reprodutibilidade e repetibilidade, que combinados nos dão a variação geral observada, que pode ser expressa como uma porcentagem da tolerância, ou %R&R. Através deste valor, podemos concluir se o sistema de medição é:
- Aceitável: %R&R menor que 10%
- Aceitável em condições específicas: %R&R entre 10% e 30%. Pode ser aceito com base na importância da medição, custo do sistema de medição, etc.
- Inaceitável: %R&R maior que 30%
Entendendo na Prática
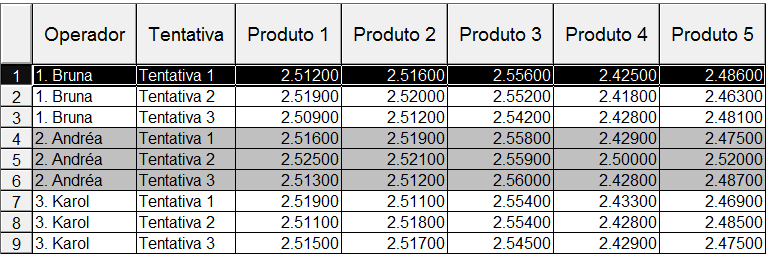
Para uma peça cuja tolerância é 2,5±0,1 foi feito um estudo de R&R¹ com 3 operadores medindo 5 peças 3 vezes:
Com esses valores calculamos o VE, que é a Variação do Equipamento – ou repetitividade. Seu cálculo² é baseado na média das amplitudes médias de cada avaliador:
![]()
Também calculamos o VA, que é a Variação entre Avaliadores – ou reprodutibilidade Cujo cálculo se baseia na amplitude das médias obtidas para cada avaliador:
![]()
Com esses valores em mãos, calculamos o R&R:
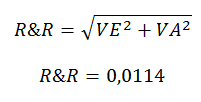
O valor de R&R representa a variação que é atribuída ao instrumento. Para saber se ela é significativa ou não, comparamos esse valor com a tolerância do produto, calculando o %R&R:

Nesse caso, o estudo de R&R nos mostra que o instrumento está perfeitamente aceitável para o uso na medição desta peça.
Mas atenção: essa análise apenas compara a variação do sistema de medição com a variação permitida pela tolerância da peça, é importante compará-la também com a variação do processo!
Não se esqueça que…
Como vimos na fórmula do %R&R, o critério de aceitação depende das tolerâncias do produto para as quais o sistema de medição será usado. Assim, o instrumento que avaliamos no estudo pode ser adequado para essa combinação de produto e característica, mas pode não ser aceitável para outra.
É preciso ter atenção ao usar um estudo de R&R como um processo de qualificação para comprar novos equipamentos de medição – deve-se considerar todos os produtos que serão medidos pelo instrumento em questão e realizar o estudo com o que tem o menor range de especificação!
Por que o estudo de R&R é importante?
Compreendendo os conceitos de R&R, vemos que o ideal é realizar um estudo antes mesmo de iniciar a implementação do CEP. O uso de um sistema de medição inadequado pode levar à interpretações errôneas do processo, causando ajustes desnecessários no processo ou ausência de tomada de ação quando houver causas especiais agindo no mesmo.
Devido à relevância de aplicar o estudo de R&R em paralelo com a aplicação do CEP, o InfinityQS MSA nos traz não apenas a funcionalidade de realizar esses estudos, como de integrá-lo com o sistema de CEP InfinityQS e também de realizar análises gráficas com Gráficos de Médias e Amplitudes, Gráfico de Sequências, Dispersão, Whiskers Chart, Gráfico de Erros e outros. Se você quiser saber mais sobre as funcionalidade desse sistema, contate um especialista da HarboR e teremos prazer em ajudar você!
Se você gostou desse post, sugerimos que continue a leitura com o artigo 8 erros a evitar na implementação do CEP.
Referência: Manual de Referência – Análise dos Sistemas de Medição MSA – Instituto de Qualidade Automotiva – 3ª Edição.
¹No exemplo apresentado, o Estudo R&R foi feito com base no Método de Médias de Amplitudes.
²As fórmulas podem ser consultadas no documento Teoria Implantação MSA.